Колесные пары
Бандаж нагревают в индукционном горне до температуры 250 — 300°С, после чего обод центра б заводят в нагретый бандаж до упора в бурт г.
При медленном остывании бандаж плотно сжимает центр. Когда температура бандажа снижается, но имеет температуру не ниже 200 °С, в его паз заводят бандажное кольцо, изготовленное из фасонной стали.
Затем обкатывают прижимной бурт бандажа для плотного охвата кольца. Таким образом, упорный бурт г препятствует смещению бандажа в случаях сильного нагрева, например, при интенсивном торможении в одну сторону, а кольцо в — в другую.
После полного остывания бандажа плотность прессовой посадки проверяют по звуку от ударов молотком по кругу катания.
Чтобы контролировать неподвижное положение бандажа относительно центра, на боковой поверхности бандажа выбивают (на длине 25 мм) четыре-пять кернов глубиной 1 — 1,5 мм, а на ободе колесного центра делают ку глубиной 1 мм против средней лунки.
На вновь сформированных колесных парах центры окрашивают эмалью черного цвета, а наружные грани бандажей — эмалью белого цвета. После окраски колесной пары по кернам наносят полосу шириной 25 мм: на бандажах красной краской, а на ободах центров — белой.
Полное освидетельствование колесных пар тепловозов производится в случаях смены хотя бы одного элемента колесной пары (бандажа, левого или правого центра, зубчатого колеса и др.).
Причинами смены элементов колесной пары могут быть: их износ или повреждения, особенно полученные после столкновения локомотива, схода с рельсов, а также неясности клейм и знаков, нанесенных на детали колесной пары.
При полном освидетельствовании колесных пар выполняют следующие виды работ:
- промывку колесной пары в моечной машине и ее очистку от краски;
- проверку клейм и знаков на элементах колесной пары;
- дефектоскопию всех элементов колесной пары с помощью дефектоскопов магнитопорошкового (МД12-ПС), ультразвукового (УД2-102) и вихретокового (ВД20НФ) контроля;
- замену бракованных деталей на новые и обточку последних;
- проверку соответствия размеров деталей колесной пары установленным нормам допусков и износов;
- нанесение клейм и знаков;
- окраску и консервацию колесной пары.
Клеймение колесных пар. При формировании, ремонте и освидетельствовании колесных пар тепловозов применяют различные клейма и знаки, наносимые на осях, бандажах, зубчатых колесах и колесных центрах.
В качестве примера на рис. приведено клеймение торцовых поверхностей оси колесной пары тепловоза. Торец оси, на котором наносят постоянные знаки, относящиеся к ее изготовлению, считается правой стороной оси и колесной пары. На левом торце оси наносят только временные знаки (клейма), которые после каждого освидетельствования колесной пары заменяют новыми.
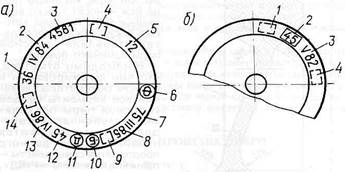
Знаки и клейма на правом (а) и левом (б) торцах оси колесной пары тепловоза
на правом торце: 1— номер завода-изготовителя заготовки оси; 2 — месяц и год изготовления; 3 — порядковый номер оси; 4 — клеймо приемщика ОАО «РЖД», принявшего обработанную ось; 5 — номер завода, где обрабатывалась ось; 6 — метод формирования колесной пары (ф — прессовый, фт —тепловой);7 —номер предприятия, где была сформирована колесная пара; 8 — месяц и год формирования; 9 — клеймо приемщика ОАО «РЖД», принявшего сформированную колесную пару; 10 — клеймо места проведения балансировки; 11 — освидетельствование с выпрессовкой оси; 12 номер предприятия, где проведено освидетельствование; 13 — месяц и год освидетельствования; 14 — клеймо приемки после освидетельствования;
Популярное на сайте:
Телескопический амортизатор
Патент №282197. Изобретение относится к телескопическим амортизаторам, в частности, к амортизаторам, используемым в подвесках автомобиля. Известны телескопические амортизаторы, содержащие цилиндр, в котором подвижно размещен поршень со штоком, и трубу, обхватывающую цилиндр и образующую с ним кольц ...
Расчет комплекта штанг для правки кузовов
Комплект штанг для правки кузовов изготавливается из трубы 60 х 4 из стали 20. Расчет штанг производим из условия, действия максимальной нагрузки Р=2000 кг. Определим максимальную длину штанги из условия гибкости стержня. Расчетная схема рис. 2.2. Расчет произведем по формуле. l= 150 гибкость стерж ...
Определение необходимой мощности двигателя
При установившемся движении мощность автомобиля расходуется на преодоление сопротивления дороги и воздуха. где Ga, Gr – вес автомобиля и груза, Н; Pw – сила сопротивления воздуха при скорости движения V (м/с), Н; hтр – КПД трансмиссии; (0.8 – 0.92) hтр=0,82 f – осредненный коэффициент сопротивления ...
Главное меню
- Главная
- Обслуживание и ремонт электровозов
- Транспортная система России
- Понятие транспорта
- Техническое обслуживание и ремонт автомобилей
- Перевозки железнодорожным транспортом
- Работа автотранспортного предприятия
- Современный транспорт