Расчет и назначение режимов резания
Для первого перехода:
Глубина резания t:
При однократном точении и отсутствии ограничений по мощности оборудования, жесткости системы СПИД глубина резания принимается равной припуску на обработку.
t=0,53 мм
Подача S
При однократном точении подача принимается максимально допустимой по мощности оборудования, жесткости системы СПИД, прочности режущей пластины и прочности державки.
S=0,6÷1,2 мм/об.
Принимаем S=0,9 мм/об.
Скорость резания V:
скорость резания при нагруженном продольном точении рассчитывают по эмпирической формуле:
 , (5.11)
, (5.11)
где V – скорость резания, м/мин;
Cv, m, x, y - коэффициенты [табл.17[3]]
Т – стойкость, мин;
Kv=KmvKnvKuv
где 
Knv = 0,9
Kuv = 1
![]()
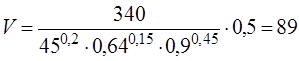 м/мин
м/мин
Сила резания PZ:
При нагруженном продольном точении силу рассчитывают по формуле
![]() (5.12)
(5.12)
где PZ - сила резания, Н;
Cp, x, y, n - табл.22, гл. 4 [3];
Kp - поправочный коэффициент;
![]()
Где ![]()
![]() (при
(при ![]() );
);
![]() (при
(при![]() )
)
![]() (при
(при ![]() );
);
![]() (при
(при ![]() ;
;
![]()
![]()
Мощность резания N:
Мощность резания рассчитывают по формуле:
 (5.13)
(5.13)
где N – мощность резания, кВт.
Число оборотов вращения шпинделя рассчитывают по формуле
 (5.14)
(5.14)
где n – число оборотов вращения шпинделя, об/мин;
D – диаметр заготовки, мм.
 об/мин
об/мин
По паспортным данным токарно-рвольверного станка 1365 принимаем n=450 об/мин.
Уточненная скорость:
 м/мин
м/мин
На остальные переходы и режимы резания назначены по нормативам:
Токарная
1. t=0,6 S=0,65 V=87,6 n=450
3. t=0,6 S=0,6 V=115 n=1300
4. t=0,6 S=0,6 V=115 n=1100
5. t=0,6 S=0,6 V=115 n=700
6. t=0,6 S=0,6 V=115 n=600
7. t=0,3 S=0,05 V=29 n=600
8. t=0,35 S=0,08 V=19 n=700
9. t=2 S=0,15 V=170 n=250
10. t=0,6 S=0,6 V=115 n=1300
11. t=0,3 S=0,05 V=29 n=600
12. t=0,6 S=0,65 V=87,6 n=450
13. t=0,6 S=0,65 V=87,6 n=450
14. t=60 S=0,15 V=170 n=250
15. t=0,6 S=0,65 V=87,6 n=450
Расчет нормы времени
Расчет норм времени на обработку сводится к определению штучного времени на заданную операцию на обработку одной детали.
Штучное время:
![]() (5.15)
(5.15)
где Тшт – штучное время, мин
Топ – оперативное время, мин;
Тоб – время на обслуживание рабочего места, мин;
Тпер – время на перерывы, мин;
Популярное на сайте:
Должностная инструкция мастера данного производственного участка
1. На должность механика транспортного цеха назначается лицо, имеющее высшее профессиональное (техническое) образование и стаж работы по специальности не менее 3 лет или среднее профессиональное образование и стаж работы по специальности не менее 5 лет. 2. Назначение на должность механика транспорт ...
Расчет показателей пассажирских перевозок в пригородном сообщении
Как и для дальнего и местного пассажирского движения, для пригородных перевозок рассчитываются следующие основные количественные и качественные показатели: 1). Количество перевезенных пассажиров: , (2.6) где - число раздельных пунктов, на которых производится посадка пассажиров, следующих в одном н ...
Тарифы при применении сдельной системы оплаты за автомобильную перевозку
грузов
5. Исходными данными для расчета тарифов при применении сдельной системы оплаты за выполненную транспортную работу являются договор или заявка заказчика на перевозку грузов и технико-экономические показатели работы подвижного состава перевозчика. Заявка включает следующую информацию заказчика: - ви ...
Главное меню
- Главная
- Обслуживание и ремонт электровозов
- Транспортная система России
- Понятие транспорта
- Техническое обслуживание и ремонт автомобилей
- Перевозки железнодорожным транспортом
- Работа автотранспортного предприятия
- Современный транспорт