Проверка кинематических параметров автосцепного оборудования
![]() м
м
 (7.19)
(7.19)
![]() м
м
Определение угла между осью автосцепки и горизонтальной осью
 (7.20)
(7.20)
![]() рад
рад
Определение угла между продольной осью вагона и осью автосцепки
![]()
![]()
![]()
![]()
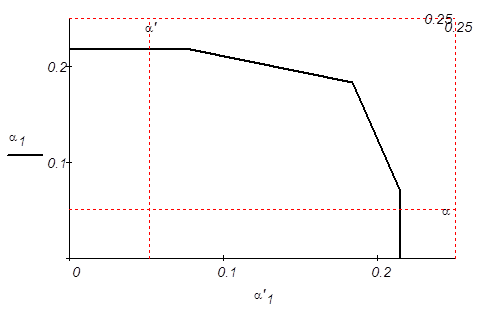
Рисунок 7.4.- Положение точки A(a',a) в ограничительном контуре.
Точка пересечения линий и находится внутри основного контура, следовательно, условие прохождения сопряжения прямой с кривой в сцепе с "эталонным" вагоном выполняется. Саморасцепа не произойдет.
Проверка прохождения вагонов без саморасцепа горбов сортировочных горок
Определение обеспечения прохода без саморасцепа по сортировочной горке и аппараллельному съезду парома
![]() (7.21)
(7.21)
где ![]() - величина относительного вертикального смещения автосцепок при проходе перелома горки:
- величина относительного вертикального смещения автосцепок при проходе перелома горки:
![]() (7.22)
(7.22)
где ![]() - коэффициенты, зависящие от линейного параметра
- коэффициенты, зависящие от линейного параметра ![]() , в нашем случае
, в нашем случае ![]()
![]() ,
, ![]() ,
, ![]() ,
,![]() ,
, ![]() ,
, ![]() ;
;
![]() мм
мм
![]() - допускаемая по условиям сцепления разность уровней автосцепок: для автосцепки типа СА-3 М,
- допускаемая по условиям сцепления разность уровней автосцепок: для автосцепки типа СА-3 М, ![]() мм;
мм;
![]() - допускаемая по ПТЭ начальная разность уровней осей автосцепок
- допускаемая по ПТЭ начальная разность уровней осей автосцепок ![]() мм
мм
![]() мм
мм
![]()
Т.к. выполняется условие (7.21), то саморасцепа, при прохождении вагона горбов сортировочных горок, не произойдет.
Популярное на сайте:
Расчетная схема. Эффективность и минимальная величина
пригрузки
Суть метода временной пригрузки (рис. 1) состоит в приложении нагрузки Pпр, большей на ΔP, чем Ppacr, в результате чего расчетные осадки Spacr с заданной степенью консолидации U завершаются за время tпр значительно меньшее, чем время tu при обычной консолидации (без ускорения осадки). Об эффек ...
Общие сведения автоблокировки
Автоматическая система, с помощью которой производятся регулирование движения поездов по межстанционным перегонам магистральных железнодорожных линий и ограждение поездов от возможностей столкновений, получила название автоблокировки. По сравнению с полуавтоматической системой автоблокировка значит ...
Яхта «Maltese Falcon»
Многие мечтают построить необычную яхту, но немногим это удается. Новая яхта Тома Перкинса, появление которой стало главным событием на яхтенной выставке в Монако этой осенью, явилась воплощением решимости достичь новых горизонтов. В отличие от обычного прямого парусного вооружения пять парусов каж ...
Главное меню
- Главная
- Обслуживание и ремонт электровозов
- Транспортная система России
- Понятие транспорта
- Техническое обслуживание и ремонт автомобилей
- Перевозки железнодорожным транспортом
- Работа автотранспортного предприятия
- Современный транспорт