Разработка технологического процесса изготовления тормозного шкива
Шкив тормозной изготовленный из стали 45Л предназначен для передачи вращения и торможения вращения.
Шкив является телом вращения диаметром 200мм с отверстием ∅30 H7 для установки шкива на вал редуктора. Имеется паз шпоночный для передачи крутящего момента , так же в шкиве есть технологические отверстия для крепления по 11 квалитету /39/.
Материал данной детали сталь 45Л ГОСТ 977-75
Среднеуглеродистая, качественная, конструкционная.
Химический состав стали 45л:
C=0,45%, Si=0,35%, Mn=0.8%, P=0,04%, Cr=0,25%, S=0,04%, Ni=0,25%.
Временное сопротивление (предел прочности при разрыве) σв=550 мПа
Предел прочности при изгибе σи= 320 мПа
На данном этапе проектирования тип производства определяется ориентировачно из программы выпуска N= 2000 шт. и массы детали m=27.5 кг.
Тип производства является серийным /38/.
В процессе проектирования любая конструкция (машина, узел, деталь) должна быть самым тщательным образом проанализирована. Цель такого анализа, выявление недостатков конструкции по сведениям, содержащимся в чертежах и технических требованиях, а также возможное улучшение технологичности рассматриваемой конструкции. Технологический анализ конструкции обеспечивает улучшение технико-экономических показателей разрабатываемого технологического процесса. Основные задачи, решаемые при анализе технологичности конструкции обрабатываемой детали, сводятся к возможному уменьшению трудоемкости и металлоемкости, возможности обработки детали высокопроизводительными методами. Таким образом, улучшение технологичности конструкции позволяет снизить себестоимость ее изготовления без ущерба для служебного назначения.
Деталь - шкив рисунок 4.1, цилиндрическая наружная поверхность которого обрабатывается сквозным проходом, что удобно. Отверстия проходные ,что так же удобно. Для удешевления изготовления шкива его необходимо изготовить литым с необходимыми припусками на обработку с применением стержней. /40/.
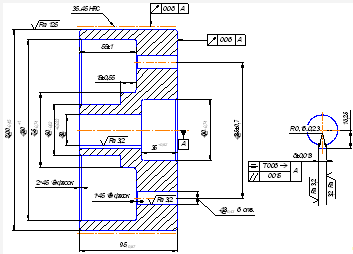
Рисунок 4.1 – Шкив
Выбор заготовки обуславливается несколькими факторами. Иногда высокая стоимость получения самой заготовки компенсируется за счет уменьшения средств на механическую обработку, поэтому при выборе заготовки следует учесть не только те расходы, которые приходятся на получение самой заготовки, но и стоимость механической обработки.
Рациональный метод получения заготовки позволяет установить оптимальные припуски и наименьшую стоимость детали.
Выбор заготовки принимается на основании расчета технологической стоимости детали по двум наиболее подходящим для данной детали способам получения заготовки: первый – литьё в песчаные формы и второй – литьё в кокиль.
Рассчитывается стоимость получения заготовки методом штамповки.
Полная стоимость готовой детали Si , руб., рассчитывается по формуле /38/:
Si =Sзаг+Sмех ,
где Sзаг – стоимость получения заготовки, руб;
Sмех – стоимость механической обработки, руб.
Стоимость получения заготовки Sзаг рассчитывается по зависимости:
![]()
где Сi - базовая стоимость одной тонны заготовок, для литья в песчаную форму Сшт= 41 тыс. руб4
тзаг. – масса заготовки, кг;
kт =1,05 – коэффициент, зависящий от класса точности заготовки;
kc =0,69 – коэффициент сложности;
kв =0,83 – коэффициент, зависящий от массы;
kм =1 – коэффициент, зависящий от материала детали;
kп =1,06 – коэффициент, зависящий от программы выпуска;
тотх - масса отходов, кг;
Сотх =2,6 тыс. руб./т – стоимость одной тонны отходов.
Масса заготовки тзаг. определяется по формуле:
Популярное на сайте:
Назначение, типы узлов
В отечественных легковых автомобилях распространение получили рулевые механизмы червячного и реечного типа. Результатом взаимодействия пары «червяк-ролик» является преобразование вращения рулевого колеса в поворот рулевой сошки в ту или другую сторону. А далее усилие передается на рулевой привод и ...
Сведения о портах
Порт Батуми (Грузия) Батумская бухта и порт Батуми. Батумская бухта вдается в берег между устьем реки Королис-Цкали и находящейся в 1,9 мили к WSW от него северной оконечностью мыса Батумийский. С юго-восточной и южной сторон бухты в 1—2 милях от берега поднимаются высокие горы. Среди этих гор имее ...
План перевозок
В условиях хозяйствования предприятие самостоятельно планирует свою деятельность исходя из спроса на транспортные услуги и продукцию. Основу планов составляют договоры с потребителями. Предприятие устанавливает тарифы и цены на транспортные услуги и продукцию на основе договоры. Исходными данными д ...
Главное меню
- Главная
- Обслуживание и ремонт электровозов
- Транспортная система России
- Понятие транспорта
- Техническое обслуживание и ремонт автомобилей
- Перевозки железнодорожным транспортом
- Работа автотранспортного предприятия
- Современный транспорт