Обзор существующих конструкций
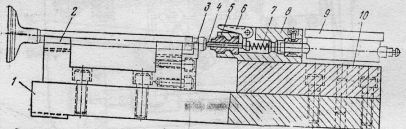
Рис. 1
Анализируя техническую литературу можно выделить уже существующие приспособления для определения геометрических параметров деталей. Такие как: приспособление для проверки биения торца клапана (рис. 1), приспособление для контроля клапанов (при помощи него проверяют прямолинейность стержня и биение рабочей фаски головки относительно стержня клапана) (рис. 2), приспособление для проверки непараллельности средней крышки масляного насоса.
Анализируя устройства и принципы работы приспособлений приведенных выше, я пришёл к выводу, что для проверки геометрических параметров шатуна они не пригодны и не целесообразны, так как:
во-первых: габариты шатуна совершенно не соответствуют габаритам клапана или корпусу водяного насоса;
во-вторых: данные приспособления сложны в изготовлении;
в-третьих: при помощи данных приспособлений невозможно измерить параметры необходимые для анализа пригодности шатуна для работы.
Межцентровое расстояние и параллельность осей головок шатуна можно проверить предлагаемым приспособлением, на плите 1 которого закреплена стойка 26. В отверстие стойки запрессована втулка, в которой установлен шпиндель 25. Втулка и шпиндель изготовлены из стали 20, цементированы и закалены до твёрдости HPC 56. Передний конец шпинделя, на который устанавливают нижнюю головку шатуна, прошлифован до Ш 69,45-0,03 мм. Для обеспечения плотной посадки в пазу головки шпинделя установлен подвижный сухарь 22. На оси плунжера 10 установлен двуплечий рычаг 18, который передаёт перемещение на индикатор, закреплённый в кронштейне 30.
Приспособление работает следующим образом. Проверяемый шатун нижней головкой устанавливается на шпиндель. При помощи двухходового крана сжатый воздух подают в правую полость цилиндра 20 и зажимают нижнюю головку шатуна.
Отодвинув плунжер вместе с рычагом 18 влево, отводкой 2, опускают шатун вниз до упора в нижний рычаг 11 оправки 29, которую предварительно устанавливают в отверстие верхней головки шатуна. Проверяемый изгиб шатуна фиксируют по показанию индикатора 3. Индикатор предварительно устанавливают на 0 по эталону 28. На приспособлении можно замерять скручивание и расстояние между осями верхней и нижней головок шатунов. Показания этих параметров снимают по индикаторам. После замеров пневматическим краном отжимают нижнюю головку шатуна и снимают его с приспособления. [ 5 ]
Нагрузочную способность соединения (пальца 7 (рис.4) и втулки 9) обеспечивает натяг в пределах выбранной посадки. Величину необходимого натяга определяют потребным контактным давлением q на посадочной поверхности соединяемых деталей. Это давление должно быть таким, чтобы силы трения, возникающие на посадочной поверхности, оказались больше внешних сдвигающих сил.
Определение контактного давления
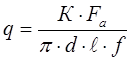
где К – коэффициент запаса сцепления
Fа – приложенная осевая сила
d – диаметр присоединительной поверхности
![]() - длина присоединительной поверхности
- длина присоединительной поверхности
Популярное на сайте:
Расчет показателей пассажирских перевозок в дальнем и местном сообщениях
Для оценки объема выполненной работы и качества использования подвижного состава применяется система количественных и качественных показателей по дальнему и местному пассажирскому движению. К количественным показателям относятся: 1). Количество отправленных пассажиров: , (1.11) где - число струй па ...
Расчет годового объема работ по ТО, ТР, самообслуживанию
Расчет годового объема работ по ТО. Объем работ (в чел.-ч.) по ЕО, ТО-1 и ТО-2 ( ) за год определяется произведением числа ТО на нормативное (скорректированное) значение трудоемкости данного вида ТО: , (2.23) 612,48 чел.-ч., , (2.24) 15590,4 чел.-ч., , (2.25) 17893,16 чел.-ч. Годовой объем работ ТО ...
Правила проверки и эксплуатации генератора
При эксплуатации, обслуживании и ремонте генератора следует соблюдать нижеприведенные правила, нарушение которых может привести к повреждению регулятора напряжения или вентилей выпрямителя. Вывод “минус” аккумуляторной батареи всегда должен соединяться с массой, а “плюс” - подключаться к зажиму ген ...
Главное меню
- Главная
- Обслуживание и ремонт электровозов
- Транспортная система России
- Понятие транспорта
- Техническое обслуживание и ремонт автомобилей
- Перевозки железнодорожным транспортом
- Работа автотранспортного предприятия
- Современный транспорт