Повышение уровня технического обслуживания
Анализ длительного опыта эксплуатации гидрофицированных самоходных машин показывает, что уровень технического обслуживания является важным фактором повышения эффективности. Причем для машин, эксплуатируемых в суровых климатических условиях, тщательность и своевременность технического обслуживания особенно необходима.
Это направление следует считать наиболее радикальным, т. к. оно позволяет решить проблемы работоспособности гидропривода в комплексе. Оптимальный тепловой режим дает возможность уменьшить потери давления жидкости в гидросистеме и потери на трение в гидрооборудовании увеличить долговечность гидрооборудования, повысить объемный КПД и производительность машин; исключить кавитацию и ее отрицательные последствия. Кроме того, регулирование температуры способствует сохранению химической стабильности рабочей жидкости, уменьшает наружные утечки, а главное, позволяет использовать в гидроприводе одно масло в течение всего года. Все это достигается с помощью искусственного поддержания температуры (вязкости) минерального масла в оптимальном диапазоне, граничные температуры которого зависят от конструкции гидропривода и марки используемой рабочей жидкости. Для регулирования температуры рабочей жидкости в гидросистему вводится дополнительное устройство, которое при низких температурах за счет специальных подогревателей или тепла, выделяемого двигателем внутреннего сгорания, способствует интенсивному разогреву масла, а при высоких температурах увеличивает теплообмен гидропривода с окружающей средой за счет ввода дополнительных поверхностей теплоотдачи, обдува гидросистемы, применения масляных радиаторов.
Следует помнить, что все шесть рассмотренных методов повышения работоспособности гидропривода ни в коем случае не исключают и не заменяют полностью друг друга, а органично сочетаются между собой. Поэтому при проектировании гидроприводов машин, предназначенных для эксплуатации в районах с суровым и резко континентальным климатом, необходимо учитывать возможность сочетания всех методов.
В заключение необходимо отметить, что в настоящее время предпусковой разогрев рабочей жидкости находит широкое применение на отечественных и зарубежных машинах.
Конструкция гидропневмоаккумулятора (Ас 1325202 А1 СССР, F 15 В 1/04, 1980) представлена на рисунке 2.1.1.
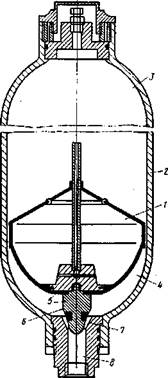
Рисунок 2.1.1 - Конструкция гидропневмоаккумулятора с поплавковым разделителем сред
Гидропневмоаккумулятор (см. рисунок 2.1.1) содержит поплавковый разделитель 1, установленный в корпус 2 с образовании газовой 3 и жидкостной 4 полостей, и отсечной клапан 5, затвор 6 которого размещён на разделителе, а седло 7 на штуцере 8 подвода жидкости.
Особенность представленной конструкции гидропневмоаккумулятора заключается в повышении его надёжности. Надёжность повышена путём адаптации к работе в условиях смещения корпуса от его вертикальной оси. Выбираем данную модель ввиду новизны и большей чем в остальных конструкциях надежности.
2.1.2 Конструкция гидропневмоаккумулятора (Ас 1809177 А1 СССР, F 15 В 1/04, 1977) представлена на рисунке 2.1.2.
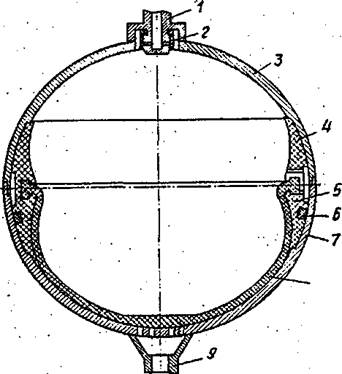
Рисунок 2.1.2 - Гидропневмоаккумулятор
Данная конструкция гидропневматического аккумулятора содержит: 3-верхняя полусфера, 7-нижняя полусфера; 4,5-фигурные кольца, 8-резиновая мембрана, 6 - резиновое уплотнительное кольцо, 1-штуцер подвода давления газа; 2-резиновое кольцо трубчатой формы, 9-штуцер подвода и отвода жидкости.
Особенность изобретения заключается в том, что обе половины корпуса гидропневмоаккумулятора выполнены из одинаковых штампованных заготовок в виде полусфер 3 и 7 механически обработанных на краях, а затем сваренных в конце сборки. Полусферы сжимают сферический поясок из двух одинаковых фигурных колец 4 и 5, между которыми по периферийной кольцевой канавке зажата мембрана 8, образующая газовую и гидравлическую полости.
Со стороны корпуса в пояске имеется разгрузочная проточка, сообщающая через канал, выполненный в конце пояска, с газовой полостью гидропневмоаккумулятора, а со стороны гидравлической полости в сферическом пояске в кольцевой проточке установлено уплотнительное кольцо. Штуцер для подвода газа снабжён кольцевой канавкой, глухим осевым отверстием с выходящими из него сквозными боковыми отверстиями и резиновым кольцом трубчатой формы, закреплённым одним концом в кольцевой канавке штуцера и герметизирующим его боковые отверстия.
К числу достоинств данной конструкции можно отнести повышенную надёжность, которая достигнута выполнением пояска в виде двух фигурных колец 4 и 5 (см. рисунок 2.1.2), на одной стороне которых выполнены уступы, а на другой стороне в торцах выполнены кольцевые канавки. Также к достоинствам можно отнести простоту изготовления и сборки конструкции и повышение герметичности подвода газа в газовую полость гидропневмоаккумулятора.
Популярное на сайте:
Определение способов перевозки СПГ
При предъявлении скоропортящихся грузов грузоотправитель предъявляет станции отправления документ о качестве груза (удостоверение, сертификат качества. На оборотной стороне накладной в графе "особые заявления и отметки отправителя" грузоотправитель указывает наименование, номер и дату выд ...
Ремонт колёсных пар со сменой элементов
Этот вид ремонта требует более высокой квалификации работников и сложного оборудования, чем ремонт без смены элементов, так как, кроме колёсно-токарных станков, требуются прессы для выполнения прессовых работ: осеотрезные, осеобдирочные, осетокарные и карусельные станки. Колёсные пары со сменой эле ...
Подъемник гидравлический. Назначение
Гидравлический подъемник предназначен для поднятия автобусов марок (кроме сочлененных) массой до 15 тонн и позволяет значительно уменьшить время и трудоемкость работ по сравнению с подъемом при помощи домкрата. ЛиАЗ 677 при заезде на подъемник закрывает его своими габаритами, и рабочему чтобы подня ...
Главное меню
- Главная
- Обслуживание и ремонт электровозов
- Транспортная система России
- Понятие транспорта
- Техническое обслуживание и ремонт автомобилей
- Перевозки железнодорожным транспортом
- Работа автотранспортного предприятия
- Современный транспорт