Основные дефекты блока цилиндров двигателя ЗМЗ-24Д, существующие способы их устранения
Дефекты блока цилиндров двигателя ЗМЗ-24Д определяются руководством по капитальному ремонту деталей и узлов двигателя (РК 200-РСФСР-2/1-2064-93). На рисунке 3 приведены основные дефекты блока цилиндров двигателя ЗМЗ-24Д; в таблице 1 представлены дефекты детали, а также рекомендуемые Руководством по капитальному ремонту способы устранения этих дефектов.
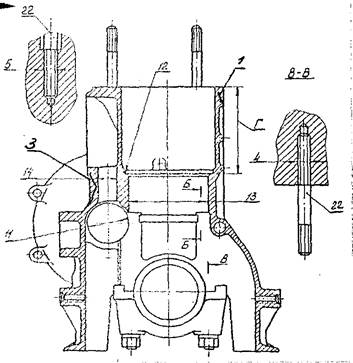
Рисунок 3 - Основные дефекты блока цилиндров двигателя автомобиля ГАЗ-24 «Волга»
Трещины блока цилиндров из алюминиевого сплава заваривают алюминиевой проволокой марки АК по ГОСТ 7871-85 аргонодуговым способом. Для расплавления основного металла и присадочной проволоки применяются прутки из вольфрама; в качестве защитного газа используют чистый аргон марки А по ГОСТ 10157-89. Сварной шов зачищается шлифовальным кругом и заделывается полимерными материалами с последующей обработкой шва.
Пробоины на стенках, не захватывающие перегородки, ребра жесткости и масляные каналы, устраняют постановкой заплат, которые вырезают из листового алюминия АМЦ толщиной 1,5 . 2,0 мм. Затем на кромках пробоины снимают фаску таким образом, чтобы зазор в стыке с заготовленной заплатой и кромками пробоины был не более 2 . 3 мм. Блок устанавливают на кантователь ОБ-2001 для выполнения сварки. Металлической щеткой зачищают края пробоины и заплаты на ширине 15 . 20 мм и обезжиривают ацетоном или уайт-спиритом. Проваривают заплату в 4 . 5 точках, после чего приваривают по всему периметру на установке УДАР-500, УДАР-300 или УДГ-301 для аргонодуговой сварки деталей.
Таблица 1 - Дефекты блока цилиндров и способы их ремонта
|
Основной вид износа |
Виды дефектов в эксплуатации |
Способы устранения дефектов |
|
Абрзивный, окислительно-тепловой, кавитационный |
Трещины, пробоины в теле блока (1,3) Износ отверстий под гильзу цилиндра (13) Изгос отверстий под гильзу цилиндра Износ отверстий под толкатели клапанов (14) Деформация и износ гнезд под вкладыши коренных подшипников Износ отверстия во втулке под шейку распределительного вала (11) |
Заварка. Постановка заплат Наплавка с последующей механической обработкой Обработка до ремонтного размера. Постановка ДРД Механическая обработка Тоже |
|
РК - 200 - РСФСР - 2/1 - 2064-93 | ||
Для сварки используют вольфрамовый электрод марки ВА-1А или ВП-1 диаметром 4 . 5 мм, выходное сопло для аргона диаметром 9 . 12 мм, присадочный пруток из проволоки АЛ-4 диаметром 4 . 5 мм. Режим сварки: сила тока 180 . 250 А; расход аргона 8 . 11 л/мин; давление 0,02 .0,04 МПа; полярность - обратная.
Шов зачищают металлической щеткой, промывают горячей водой или садовым раствором. Качество сварки проверяют внешним осмотром и при наличии раковин или пор места, имеющие дефекты, переваривают.,
Трещины на стенках блоков цилиндров, не проходящие через масляные каналы и не выходящие на резьбовые отверстия шпилек, заваривают. Для этого трещину разделывают под углом 90° на глубину 3 . 4 мм по все длине, применяя шлифовальную машинку ИП-2009 А. Затем блок поворачивают в положение, удобное для сварки, зачищают металлической щеткой поверхность вдоль трещины по ширине 25 .30 мм, обезжиривают и заваривают трещину по всей длине, ведя аргонодуговую сварку от середины к концам трещины.
Популярное на сайте:
Технологический расчет АТП
Для расчета производственной программы и объема работ АТП необходимы следующие исходные данные: тип и количество подвижного состава, среднесуточный пробег автомобилей и их техническое состояние, дорожные и природно-климатические условия эксплуатации, режим работы подвижного состава и режимы ТО и ТР ...
Определение количества "холодных" поездов
"Холодный" поезд – это поезд, сформированный из вагонов со скоропортящимися грузами. Вагоны с СПГ организуют в скорые "холодные" грузовые поезда, молочные грузовые поезда. Скорые поезда формируют из РПС (секций, АРВ), живорыбных вагонов. Скорые поезда следуют от пункта формирова ...
Система смазки
Система комбинированная: под давлением и разбрызгиванием. Система смазки состоит из указателя уровня масла, масляного насоса с маслоприемником, масляных каналов, масляного фильтра, редукционного клапана, фильтра очистки масла, масляного картера, крышки горловины для заправки масла, масляного радиат ...
Главное меню
- Главная
- Обслуживание и ремонт электровозов
- Транспортная система России
- Понятие транспорта
- Техническое обслуживание и ремонт автомобилей
- Перевозки железнодорожным транспортом
- Работа автотранспортного предприятия
- Современный транспорт