Особенности технического обслуживания и ремонта шин
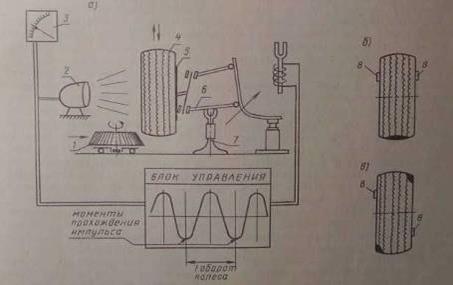
Рис. 1.6.11. Схема работы передвижного балансировочного стенда
Динамическую балансировку проводить значительно труднее, так как сложно обеспечить надежный контакт датчика 7 с опорным тормозным щитом. Последнее время ряд зарубежных фирм выпускают передвижные стенды только для статической балансировки. Работа на передвижных стендах требует более высокой квалификации оператора.
Статический дисбаланс можно устранить без стенда. Колесо устанавливают на легко вращающуюся ступицу. Тяжелая масса колеса опустится вниз. На противоположную сторону подбором устанавливают грузики до тех пор, пока колесо станет неподвижным в любом положении. Этот способ можно рекомендовать для балансировки колес (особенно передних) автобусов и грузовых автомобилей, для которых наша промышленность пока стендов не выпускает, а также для наварных шин, часто чрезмерный дисбаланс которых может повредить оборудование.
Балансировку колес в обязательном порядке надо проводить при монтаже новых шин, затем при каждом ТО-2. Учитывая особенность работы стационарных и передвижных стендов, опыт работы крупных таксомоторных парков можно рекомендовать применять стационарные стенды на шиномонтажных участках и в зонах ТО-2, а передвижные — на поточных линиях ТО-1 для статической балансировки ведомых колес.
Клеймение шин. Отличительным знаком каждой шины является ее заводской номер. По нему ведут учет шин на АТП. Но в процессе эксплуатации номер может стать трудно различим. На восстановленных шинах его может вообще не быть, поэтому на АТП шины клеймят, т. е. на них выжигают так называемые гаражные номера. Для этого Применяют специальные приборы: понижающий до 6 В трансформатор держатель и сменные колодки с цифрами размером 34*20 мм, изготовленными из нихромовой проволоки. При включении напряжения цифра нагревается, ее прижимают к плечевой зоне боковины. Выжигание цифр по центру боковины радиальных шин не допускается, так как это приведет к их повреждению. Глубина выжженных номеров не должна превышать 1 мм. Существуют отечественные приборы для клеймения — моделей 6224 и Ш-309.
Ремонт камер и покрышек. Поврежденные камеры ремонтируют, если они не повреждены нефтепродуктами, отсутствуют пористость и затвердевание стенок, нет пролежней глубиной более 0,5 мм в местах сгиба, размеры повреждений не превышают габаритных возможностей вулканизационных аппаратов, т. е. примерно 150 мм.
Ремонтируемые места подвергают шерохованию шлифовальным кругом или рашпилем, очищают от пыли. Не рекомендуется применение шлифовальной шкурки, так как ее абразивные зерна трудно удаляются с обработанного места. Небольшие повреждения (до 30 мм) ремонтируют наложением заплат из невулканизированной (сырой) резины, большие — заплатами из вулканизированной.
Заплаты из сырой резины при длительном ее хранении и ремонтируемое место желательно промазать 1 раз клеем концентрации 1:8 (1 часть саженаполненной клеевой резины на 8 частей бензин: Калоша). Это условие особенно важно для камер из бутилкаучука (маркировка на камере БК). Они характерны медленным диффузионным проникновением для воздуха, но хуже вулканизируются обычными материалами.
После полного просыхания клея (чтобы не образовались паровые прослойки) заплату кладут на поврежденное место, прокатывают роликом и устанавливают в вулканизационный аппарат на 15—20 мин. Температура вулканизации 143 С. Аналогичным способом ремонтируют несквозные повреждения боковин покрышек.
Заплаты из вулканизированной резины надо шероховать по краям, проложить полосками сырой резины, промазать клеем. Дальнейший процесс аналогичен изложенному выше. Для ремонта камер в путевых условиях применяют пиротехнические брикеты или портативные электровулканизаторы, работающие от аккумуляторной батареи. Последнее время получают распространение самовулканизирующиеся материалы, для которых не требуется нагрев. Отремонтированные камеры проверяют на герметичность в ванне с водой.
Электровулканизаторы для ремонта камер и несквозных повреждений покрышек выпускаются моделей 6134, 6140, Ш-109, Ш-112, Ш-113. Бескамерные шины при проколе ремонтируют без снятия их с обода (чтобы случайно не повредить уплотнительный слой на бортах). Если прокол менее 3 мм, заполняют его специальной пастой-клеем при помощи шприца, прилагаемого к комплекту шин. Проколы от 3 до 10 мм ремонтируют с помощью пробок (рис. 1.6.12, б, д). Их смазывают клеем и при помощи специального стержня вводят в отверстие. Выступающую часть срезают на 2— 3 мм выше поверхности протектора. Через 10—15 мин шину можно накачивать.
Популярное на сайте:
Расчет показателей обслуживания пассажиров в справочном бюро вокзала
Показатели обслуживания пассажиров в справочном бюро вокзала - количество окон, обеспечивающих предоставление необходимого числа справок, длина очереди и ассортимент справок. В курсовом проекте они определяются для вокзала станции А. Число окон справочного бюро вокзала зависит от классности вокзала ...
Топливная система
При работе топливоподкачивающего насоса 5 (рис.4), приводимого во вращение от электродвигателя ЭНТ1, топливо из бака 19 поступает в фильтр грубой очистки 8, затем через насос 5 и обратный клапан 4 в фильтр тонкой очистки 17, а оттуда в коллектор топливного насоса дизеля 14. Конструктивно топливные ...
Распределение рабочих по специальностям и квалификации
После определения количества производственных рабочих было проведено распределение их по квалификационным разрядам. При этом учитывалось, что разряд присваивается не рабочему, а работе в зависимости от ответственности и сложности операций. Поэтому при назначении разрядов рабочим пользовался: «Едины ...
Главное меню
- Главная
- Обслуживание и ремонт электровозов
- Транспортная система России
- Понятие транспорта
- Техническое обслуживание и ремонт автомобилей
- Перевозки железнодорожным транспортом
- Работа автотранспортного предприятия
- Современный транспорт