Особенности технического обслуживания и ремонта шин
В зоне ТО-2, состоящей в большинстве случаев из универсальных постов, сложно обеспечить обслуживание шин и углов установки колес в требуемых объемах. Нужен специализированный пост с диагностическим оборудованием, потребность в котором будет возникать только в конце рабочей смены.
На ШМУ в первую половину рабочего дня поступает 65—80 % сменного объема работ. Образуется очередь, автомобили простаивают. Это вынуждает исполнителей выполнять работы в сокращенном объеме, что отражается на их качестве. Во второй половине дня исполнители загружены неполностью.
Процесс замены изношенных (поврежденных) шин на ШМУ состоит из нескольких этапов (рис. 1.6.14).
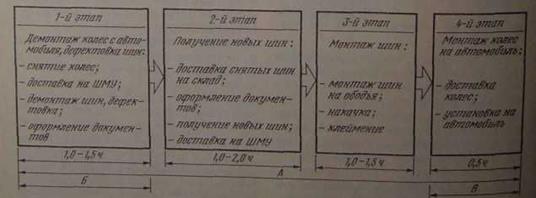
Рис. 1.6.14. Этапы и продолжительность процесса замены шин
А - продолжительность простоя автомобиля при последовательном выполнении работ, Б+В – то же, при предварительном агрегатировании шин.
Отличительной чертой 2-го и 3-го является то, что перечисленные работы не требуют присутствия автомобиля. Они могут быть выполнены заблаговременно до прихода автомобиля на обслуживание.
Такая форма организации работ получила название метода предварительного агрегатирования шин. Смысл его заключается в том, что шину заранее монтируют на оборотный обод. Действия водителя заключаются только в сдаче изношенного колеса и получении агрегатированного при оформлении соответствующих документов. Простой автомобилей сокращается в 2—3 раза.
Пост, где производят замену шин в первую половину дня, во второй половине свободен. На нем организуют проведение шинных работ по автомобилям, завершающим ТО-2. Эти работы также выполняют работники ШМУ.
Пример реального специализированного участка по комплексному обслуживанию шин в объемах работ ШМУ и зоны ТО-2 применительно к АТП на 170 автобусов и 50 легковых автомобилей такси показан на рис. 1.6.15.
ШМУ состоит из четырех отделений, каждое из которых предназначено для выполнения законченного этапа технологического процесса.
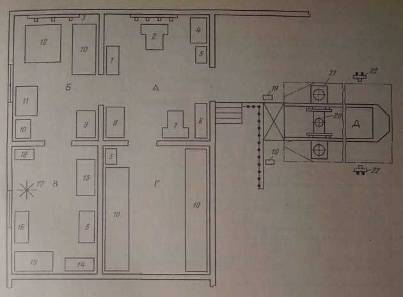
Рис. 1.6.15. Планировочное решение специализированного участка по комплексному обслуживанию шин:
А — отделение приемки; Б — отделение подготовки; В — вулканизационное отделение; Г — склад для агрегатированных шин; Д — специализированный пост для автобуса;
/ — спредер; 2— стенд для демонтажа шин автобусов; 3—вешалка для камер (настенная); 4— ванна;.5—стол; 6—клеть для накачки шин; 7—стенд для демонтажа шин при замене камер; 8 — приспособление для очистки ободьев; 9 — балансировочный стенд; 10 — стеллаж; 11 — стенд для монтажа-демонтажа шин легковых автомобилей; 12 — площадка для монтажа шин автобусов; 13 — многопостовой электровулканизатор; 14 — шкаф; 15 — электронагревательный пресс для резинотехнических изделий; 16 — верстак; 17 — вешалка для камер (передвижная); 18 — шероховальный станок; 19 — воздухораздаточная колонка; 20 — канавный подъемник; 21 — приспособление для контроля углов установки колес автобусов; 22 — гайковерт.
В соответствии с годовой программой (трудоемкостью) работы выполняет группа исполнителей из 3 чел. Режим их работы организован так, чтобы был обеспечен быстрый выпуск автомобилей в утренние часы, а замену изношенных шин произвести с минимальными потерями линейного времени. Для автобусов — это дневные часы, когда плотность пассажиропотоков снижается.
Метод предварительного агрегатирования шин требует четкого взаимодействия участка с другими производственными подразделениями: группой учета шин, складом шин, окрасочным участком, зоной ТО-2. Поэтому технологический процесс разделен на ряд основных операций с закреплением их (с учетом трудоемкостей) по исполнителям, рабочим местам и времени выполнения. Для удобства пользования технологический процесс можно представить в виде линейного графика (рис. 1.6.16). При этом упрощается оценка своевременности качества выполняемых работ каждым исполнителем. Исполнители oпeрации могут друг друга заменят:, они же отвечают за качество и объем всего требуемого перечня шинных работ, включая установку колес на автомобиль. При выполнении этой операции водителем часто не соблюдаются правила комплектования автомобиля шинами, не выдерживаются нормативы на затяжку крепежа, что приводит к снижению безопасности, а у бездисковых колес к возникновению торцевого биения.
Популярное на сайте:
Исследование неравномерности
пассажиропотоков дальнего назначения
Методы математической статистики находят применение в теории и практических расчетах по управлению процессами перевозок. Использование этих методов в основном ведется в двух направлениях: 1) изучение неравномерностей отдельных, показателей (вагоно- и поездопотоков, простоя подвижного состава на ста ...
Производственная программа по техническому обслуживанию и ремонту автомобилей
Планирование технического обслуживания и ремонта подвижного состава ставит своей задачей: - установить потребное количество ТО - определить общую трудоемкость работ по ТО и Р. Исходными данными для составления плана по ТО и Р являются: - принятая система и методы ТО - производственная программа по ...
Охрана
труда для слесаря по ремонту автомобилей
Выполняйте только порученную Вам работу. К ремонту автомобилей допускаются лица, не моложе 18 лет, обученные безопасным методам работы прошедших проверку знаний требований ОТ, ТБ. имеющие профессиональную подготовку и прошедшие: - предварительный медицинский осмотр. При уклонении от прохождения мед ...
Главное меню
- Главная
- Обслуживание и ремонт электровозов
- Транспортная система России
- Понятие транспорта
- Техническое обслуживание и ремонт автомобилей
- Перевозки железнодорожным транспортом
- Работа автотранспортного предприятия
- Современный транспорт