Rolfo
Акционерная компания ROLFO S.p.A. была основана в 1885 году и уже более 120 лет является одной из ведущих компаний в области производства автотранспортной техники. Старая мастерская, основанная Джоржио Рольфо, в которой создавались телеги и повозки, превратилась в одну из самых больших групп в коммерческом секторе транспортных средств, и главным образом в области перевозки автотранспорта.
Сегодня изготовитель специализированных автотранспортных средств и оборудования занимает лидирующее место по качеству своей продукции, обеспечиваемым путем постоянного поиска инновационных и надежных решений и путем проведения жестких испытаний как комплектующих, так и готовой продукции. Весь ассортимент продукции ROLFO воплощает в себе самые современные решения, применяемые в производстве оборудования для перевозки автомобилей, и полностью соответствует директивам по эксплуатации в странах назначения.
Непрерывная исследовательская работа и адаптация продукции к конкретным условиям эксплуатации гарантирует клиентам бесперебойность работы автотранспортных средств.
Модельный ряд
Blizzard
- полуприцеп для перевозки автомобилей, способный гарантировать абсолютную безопасность груза и, в то же время, простоту в использовании. Он специально предназначен для тяжелых условий эксплуатации ("heavy missions") и обеспечивает полную исправность при любых условиях работы.
Полуприцеп-автовоз ROLFO BLIZZARD 1.0
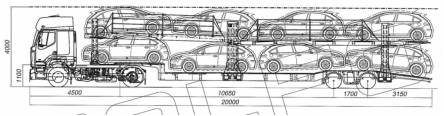
рис.6
На рис. Для примера приведено расположение на автовозе автомобиля Citroen C4: L=4260, H=1458.
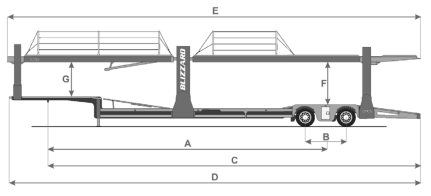
рис.7
Таблица 6
|
Техническая спецификация |
Стандартное оборудование |
|
Полная масса в нагруженном состоянии 28000 кг |
Рама модель SA228DT с высокой загрузочной способностью |
|
Длина базы полуприцепа А=11500 мм |
2 центральные оси с двойной ошиновкой |
|
Межосевое расстояние В=1700 мм |
8 колес, размер 245/70 R 17.5 |
|
Расстояние от шкворня до конца полуприцепа макс. С =15500 мм |
запасное колесо, размер 245/70 R 17.5 |
|
Длина полуприцепа макс. D= 17100мм |
Барабанная тормозная система с АБС |
|
Ширина полуприцепа макс. 2550 мм |
Пневматическая подвеска с ручным управлением на полуприцепе |
|
Длина верхнего яруса макс. Е=17196 мм |
Диодные боковые фонари |
|
Полезная высота мин. F =2300 мм |
Корзина для запасного колеса |
|
Полезная высота мин. G=1900 мм |
Подъем верхнего яруса осуществляется винтовой системой: винтовые передние стойки, винтовые центральные стойки, винтовые задние стойки |
|
Внутреннее расстояние между стойками мин. 2320 мм |
Нижняя платформа 1 пара встроенных ниш для колес Ручная платформа для проезда в переднюю часть Колесная арка со встроенным ящиком с рычагами управления и одним свободным ящиком для инструментов Задний свес со встроенными загрузочными трапами Боковые упоры для противооткатных башмаков |
|
Внутреннее расстояние между перилами мин. 2400 мм |
Верхняя платформа • Верхний ярус состоит из передней и задней платформ • Передняя платформа имеет дополнительную опускающуюся платформу и одну пару встроенных ниш для колес в передней части • Задняя платформа с защитой против скольжения • Боковые панели • Съемные перила |
|
Дополнительно • 20 колесных упоров • 4 крепежные скобы • 16 крепежных ремней • Трубы гидравлической системы оцинкованы, с прочными резиновыми соединениями в подвижных частях • В гидравлической системе применяется смазочное масло и дополнительное оборудование, пригодные для низкой температуры окружающей среды (Pack ICE) • Электрогидравлический мотор |
Популярное на сайте:
Анализ явлений, характеризующих основные виды износа блока цилиндров
Работа каждого реального сопряжения деталей автомобилей сопровождается различными видами износа, среди которых одни могут быть ведущими, определяющими износостойкость деталей при эксплуатации, а остальные сопутствующими. Известно, что износ является результатом изнашивания, процесса постепенного из ...
Основные тактико-технические характеристики судна
Т/х «Geulborg» – сухогруз, построен на немецком заводе J.J. SIETAS KG HAMBURG Спущенный со стапелей 10.10.1994 г. Находится под надзором Регистра BUREAU VERITAS/06005E. Судовладельцем является Esmeralda Shipping Management A.S. (Германия), порт приписки Willemstad, техническим оператором WAGENBORG ...
Особенности загрузки рефрижераторных контейнеров
Тара и упаковка грузов, а также средства укрупнения должны отвечать требованиям отечественных или международных стандартов. Груз может быть предъявлен к перевозке в облегченной таре при условии предварительного согласования с перевозчиком. Перед началом загрузки грузовладелец / грузоотправитель или ...
Главное меню
- Главная
- Обслуживание и ремонт электровозов
- Транспортная система России
- Понятие транспорта
- Техническое обслуживание и ремонт автомобилей
- Перевозки железнодорожным транспортом
- Работа автотранспортного предприятия
- Современный транспорт