Методы устранения заданных дефектов блока цилиндров
Технологический процесс склеивания состоит из подготовки деталей, соединения их, сжатия, выдержки при заданной температуре (отверждения) и последующей обработки склеенного соединения.
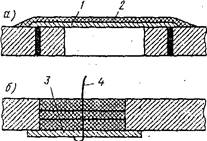
Рисунок 4 - Устранение пробоин постановкой заплат на эпоксидной композиции; а - внахлестку; б ~ заподлицо
На рисунке 4 приведена схема устранения пробоин корпусных деталей установкой заплаты: внахлестку и заподлицо. При наложении заплаты внахлестку по периферии пробоины сверлят отверстия. Поверхность вокруг пробоины зачищают и обезжиривают. На поверхность наносят слой эпоксидной композиции и заполняют ею просверленные отверстия. Затем накладывают накладку из стеклоткани, прикатывают ее роликом. В зависимости от размеров пробоины на поверхность накладки можно поочередно наносить 3 . 5 слоев эпоксидной композиции и стеклоткани с прикаткой роликом.
Восстановление изношенных автомобильных деталей полимерными материалами позволяет устранять дефекты в труднодоступных местах, заменяет сварку, пайку, постановку заклепок. Способ прост, экономичен и надежен.
Восстановление резьбы в отверстиях методом постановки резьбовой пружинной вставки
Резьбовые соединения корпусных деталей восстанавливаются постановкой дополнительной ремонтной детали (ДВД).
|
10 |
На рисунке 5 приведены применяемые способы ремонта резьбовых отверстий
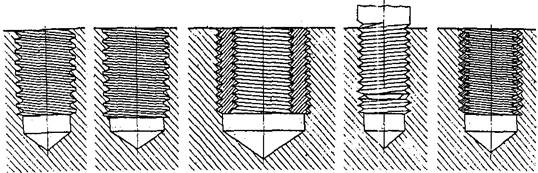
а б в г д
а - заварка отверстий с изношенной резьбой с последующим нарезанием резьбы номинального размера; б - нарезание резьбы увеличенного размера (под ремонтный размер); в - установка ввертыша; г - стабилизация резьбовых соединений полимерной композицией; д — установка спиральной вставки
Рисунок 5 - Способы ремонта резьбовых соединений
Восстановление резьбовых отверстий постановкой спиральной вставки имеет следующие преимущества: повышается прочность резьбового соединения в результате более равномерного распределения нагрузки по виткам; появляется возможность восстановления под номинальный размер резьбовых отверстий в тонкостенных деталях; понижается износ резьбовой поверхности при частом отвинчивании и завинчивании; улучшается восприятие нагрузок и увеличивается срок службы резьбового соединения.
Спиральная вставка (рис. 6) представляет собой пружину из ромбической проволоки, наружная поверхность которой образует резьбовое соединение с корпусом блока цилиндров, а внутренняя - со шпилькой или болтом.
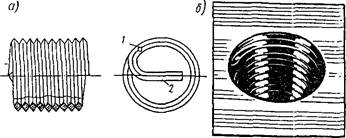
Рисунок 6 - Спиральная резьбовая вставка (а) и ее установка в отверстие детали (6)
двигатель цилиндр дефект
Технологический процесс восстановления резьбовых отверстий блоков цилиндров спиральными вставками включает следующие операции:
очистка резьбовых отверстий блока от грязи сваркой, а затем ершом при ручной подаче;
продувка резьбовых отверстий сжатым воздухом;
дефектация при помощи резьбовых калибров очищенных резьбовых отверстий;
рассверливание восстанавливаемых отверстий и снятие фасок;
нарезка резьбы в отверстиях под спиральную вставку;
установка спиральной вставки необходимого размера в монтажный инструмент и ввертывание вставки в резьбовое отверстие так, чтобы последний виток вставки разместился в отверстии на один виток резьбы;
бородком соответствующего размера отделить технологический поводок от вставки.
Для контроля восстановленных резьбовых отверстий следует завернуть в отверстие со спиральной вставкой резьбовой калибр соответствующего размера и проверить качество восстановленного резьбового отверстия.
Популярное на сайте:
Анализ грузопотока между Россией Южной Америкой
У России со странами Южной Америки всегда были отлично налажены экономические отношения. Однако целесообразными поставки из Южной Америки в основном стали относительно недавно, после появления прямого морского грузового маршрута в Россию. Ранее приходилось направлять грузы транзитом через другие по ...
Характеристика АТП
Предприятие, для которого я планирую зону ТО-1, находится в городе Новосибирске и на нем работает 131 автомобиль. Из них ГАЗ 3102-21 автомобилей и РАФ 2203-110 автомобилей. Эти автомобили они работают 365 дней в году, в 1 смену и находятся в на линии по 8 часов. Среднесуточный пробег составляет Lcр ...
Краткая характеристика ТОО «Автопарк»
В 1956 году в п. Глубокое была организована автобаза №6, которая в мае 1957 года была переименована в автобазу №7. В сентябре 1962 года автобаза №7 переименована в автомоторный парк №1 п. Глубокое. С января 1991 года решением общего собрания трудового коллектива, согласно закону Казахской ССР «об а ...
Главное меню
- Главная
- Обслуживание и ремонт электровозов
- Транспортная система России
- Понятие транспорта
- Техническое обслуживание и ремонт автомобилей
- Перевозки железнодорожным транспортом
- Работа автотранспортного предприятия
- Современный транспорт