Ремонт колёсной пары без смены элементов
При износе поверхности катания колёс или гребней колёсной пары обтачиваются по профилю на колесотокарных станках.
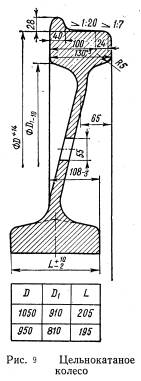
При обточке поверхностей катания цельнокатаных колёс (рис.9) снимают наименьшее количество металла, нужное для получения нормального профиля. Обтачивают гребень, поверхность катания и при необходимости внутреннюю грань обода цельнокатаного колеса. Класс шероховатости обработки профиля катания, наружной фаски, гребня и внутренней грани должен соответствовать стандартному эталону чистоты.
При обточке колёсных пар надо следить, чтобы внутренняя грань колеса была строго перпендикулярна оси колёсной пары. Наружную грань колеса обтачивают для устранения поверхностных дефектов и неровностей прокатки при условии, что при этом не будут срезаны клейма завода-изготовителя, и ширина обода будет не менее допускаемой.
Перед обточкой колёс по профилю обязательно проверяют расстояния от внутренних граней колёс до торцов оси. Разница указанных расстояний у колёсных пар нового формирования и отремонтированных со сменой элементов должна быть не более 3 мм и при выпуске из ремонта – не более 5 мм. Проверку производят шаблоном.
Разность диаметров колёс по кругу катания у одной обточенной колёсной пары, овальность и эксцентричность относительно поверхности шейки или подступичной части оси допускается не более 0,5 мм.
После обточки колёсной пары расстояние между внутренними гранями ободьев колёс должно быть 1440 мм с отклонениями не более 3 мм в ту или другую сторону, а у колёсных пар с новыми колёсами - 1440 с отклонением в меньшую сторону не более 2 мм и в большую не более 1мм. Разница расстояния между внутренними гранями ободьев колёс в различных точках одной колёсной пары не должна превышать 2 мм.
Запрещается выпускать из ремонта и нового формирования колёсной пары с ободом колеса шириной меньше 126 мм или больше 136 мм. У новых колёс наименьшая ширина обода колеса должна быть 128 мм.
При обточке колёсных пар необходимо следить, чтобы фаска на наружной грани ободьев колес начиналась на расстоянии 124 мм. от внутренней грани и выполнялась под углом 45![]() . Обточенные колеса проверяют максимальным шаблоном.
. Обточенные колеса проверяют максимальным шаблоном.
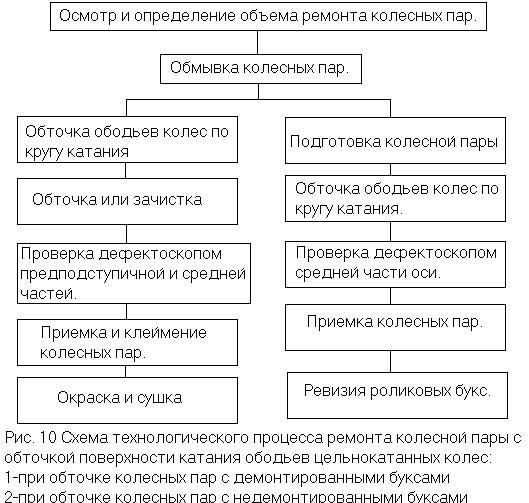
Схема технологического процесса обточки колес вагонной колесной пары с нормальным прокатом показана на рисунке 10.
Обточка предподступичных частей оси колесных пар, бывших в эксплуатации, производится при наличии рисок, задиров, забоин подступичной части оси и колесных пар; конусности, волнистости и овальности выше нормы, а так же радиусов закруглений менее допускаемых; продольных плен и волосовин.
Обточку предподступичных частей оси выполняют как до её запрессовки, так и после запрессовки и обточки поверхности катания колесных пар.
Шероховатость поверхности цилиндрической части шейки и радиусов галтелей должна соответствовать классу шероховатости для колесных пар с роликовыми подшипниками 1,25, подступичной части 2,5.
Популярное на сайте:
Ремонт узла и его составных частей
Зажмите рулевой механизм в тисках с мягкими губками. Снимите защитный колпачок и, расконтрив болты крепления внутренних наконечников к рейке, выкрутите их и снимите рулевые тяги, стопорную и соединительную пластины. Снимите хомуты крепления защитного чехла рейки рулевого механизма, правую опору, а ...
Техника безопасности
Разрешается эксплуатировать только технически исправный агрегат. Это относится как к техническому состоянию шасси, так и к установленному на нем оборудованию. При этом строго соблюдают правила эксплуатации автомобиля и следят за состоянием тормозов, рулевого управления и исправностью электрооборуд ...
Виды, периодичность и место проведения технического
обслуживания
Техническое обслуживание пожарных автомобилей по периодичности, перечню, трудоемкости и месту выполняемых работ подразделяется на следующие виды: ежедневное техническое обслуживание (ЕТО) при смене караулов; техническое обслуживание на пожаре (учении); техническое обслуживание по возвращении с пожа ...
Главное меню
- Главная
- Обслуживание и ремонт электровозов
- Транспортная система России
- Понятие транспорта
- Техническое обслуживание и ремонт автомобилей
- Перевозки железнодорожным транспортом
- Работа автотранспортного предприятия
- Современный транспорт