Проектирование участка
Данный участок предназначен для выполнения сварочно-наплавочных работ при восстановлении деталей и ремонте сборочных единиц: наплавки изношенных поверхностей деталей, сварки и ремонта поврежденных металлоконструкций и рам строительных и подъемно-транспортных машин, газопламенной резки листового проката. На этом участке могут выполняться и сварочные работы по заказам отдела главного механика и отдела главного технолога (инструментального отделения).
Для выполнения указанной номенклатуры работ на проектируемом участке необходимо иметь оборудование для ручной электродуговой и газопламенной сварки, а также установки для автоматической сварки и наплавки изношенных деталей.
Производственная программа сварочно-наплавочного участка укрупненно рассчитывается по следующим нормативам:
- годовой выпуск продукции на одного производственного рабочего участка составляет от 20 до 25 т;
- масса наплавляемого металла при ремонте одной машины, принимается равной от 10 до15 кг;
- трудоемкость сварочно-наплавочных работ при ремонте путевых машин, составляет 8-12 % от годового объема работ ремонтного предприятия.
Трудоемкость сварочно-наплавочных работ распределяется следующим образом:
подготовительные работы (очистка деталей и сборочных единиц, отжиг, разделка и т.д.) – 5 – 8 %;
газопламенная сварка и резка – 17 – 20 %;
электродуговая сварка и наплавка – 55 – 60%;
автоматическая сварка и наплавка – 15 – 20 % [2].
Детали и сборочные единицы на сварочно-наплавочный участок поступают по одному из указанных маршрутов, представленных на рисунке 3.1.
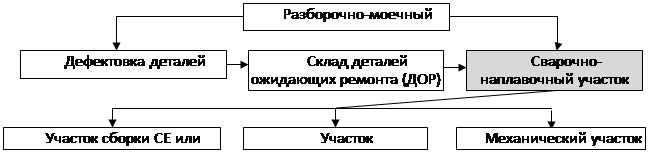 |
Рисунок 3.1 – Схема технологических и производственных связей сварочно-наплавочного участка
Общая трудоемкость сварочно-наплавочных работ равна, ![]() , чел.-ч:
, чел.-ч:
![]() чел.-ч.
чел.-ч.
Распределение трудоемкостей представлено в таблице 3.1.
Таблица 3.1 – Распределение трудоемкостей сварочно-наплавочных работ
|
Виды работ |
Процентное соотношение, % |
Трудоемкость, чел.-ч |
|
Подготовительные работы |
6,5 |
9079,73 |
|
Газопламенная сварка и резка |
18,5 |
25842,31 |
|
Электродуговая сварка и наплавка |
57,5 |
80320,69 |
|
Автоматическая сварка и наплавка |
17,5 |
24445,42 |
Популярное на сайте:
Классификация и конструкция шин
Шины являются важным и дорогостоящим элементом конструкции автомобиля. В зависимости от грузоподъемности автомобиля, его конструкции и условий эксплуатации на приобретение, обслуживание и ремонт шин приходится 6—15 % себестоимости транспортной работы. Работы, связанные с монтажом -демонтажем шин, и ...
Гидродинамический расчет
Рис №14. Гидролокатор бокового обзора. Расчет равновесия БС Гидролокаторы бокового обзора, используемые для морских исследований, являются подводными буксируемыми системами (БС). Для обеспечения их буксировки на определенной глубине необходимо заглубляющее устройство-углубитель (депрессор). Компоно ...
Кодирующие устройства
В качестве датчиков числовых кодов применяют кодовые путевые трансмиттеры типов КПТШ-5 и КПТШ-7, которые чередуются у каждой сигнальной установки. Трансмиттеры вырабатывают числовые коды, одинаковые по структуре (рис. 7), но различающиеся по времени кодового цикла. У трансмиттера КПТШ-5 кодовый цик ...
Главное меню
- Главная
- Обслуживание и ремонт электровозов
- Транспортная система России
- Понятие транспорта
- Техническое обслуживание и ремонт автомобилей
- Перевозки железнодорожным транспортом
- Работа автотранспортного предприятия
- Современный транспорт