Технология обработки составов своего формирования и транзитных поездов в парке отправления
Отправление поездов так же, как и прибытие неравномерно. Этому способствует неравномерность поездообразования, обработки поездов по отправлению, а также пропуск пассажирских поездов по участкам предоставления "окон" для ремонта пути и контактной сети и т. д. Поэтому основное условие взаимодействия вытяжных путей и парка отправления заключается в том, чтобы темп обработки составов был больше темпа их появления.
Количество бригад осмотрщиков в парке отправления должно быть:
![]() ,
,
![]()
где a -доля составов, требующих безотцепочного ремонта вагонов (принимается равной 0,5);
t - средняя длительность технического осмотра одного вагона (0,016 ч.), ч;
tрем – средняя длительность безотцепочного ремонта (принимается равной 0,3 ч.), ч;
кгр – число групп в бригаде технического осмотра, кгр =4;
![]() мин.
мин.
![]() бригады
бригады
Т.е. S=2 для обеспечения нормального отправления необходимо 2 бригады осмотрщиков.
После определения длительности обработки поездов в парке составляем технологические графики обработки по отправлению поездов своего формирования и транзитных, следующих через станцию со сменой локомотива.
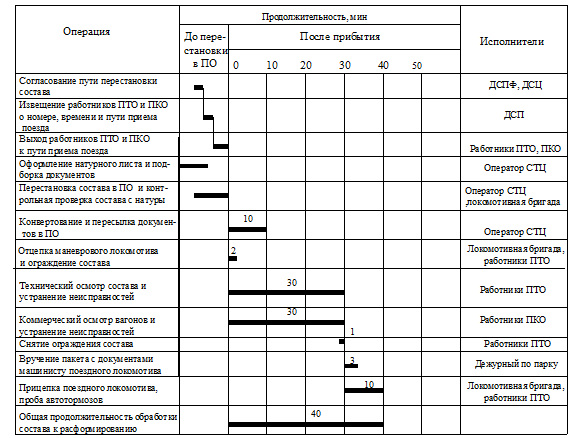
Рисунок6.1. Технологический график обработки по отправлению поездов своего формирования.
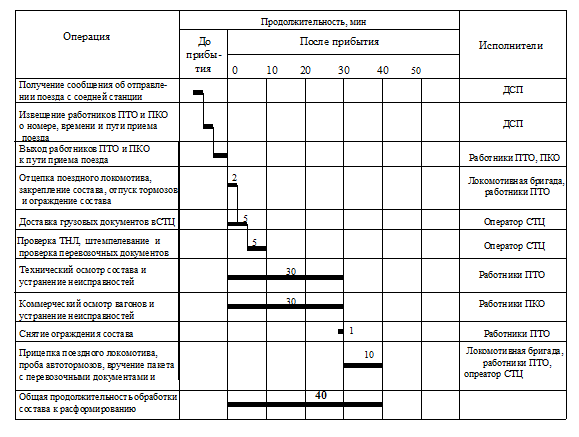
Рисунок6.2. Технологический график обработки транзитного поезда со сменой локомотива.
Местными называют вагоны, с которыми на данной станции производят грузовые операции. По характеру грузовых операций различают 4 вида местных вагонов:
1. пребывающие в груженом состоянии и после выгрузки оправляющиеся порожними;
2. пребывающие в груженом состоянии и после выгрузки вновь загружаемые;
3. поступающие порожними под погрузку;
4. поступающие под грузосортировку.
По количеству грузовых операций различают вагоны с одной грузовой операцией (погрузкой или выгрузкой) и со сдвоенными грузовыми операциями (выгрузкой и погрузкой).
При разработке технологии обработки местных вагонов для всех грузовых пунктов определяется наивыгоднейшее число подач-уборок и их очередность.
Популярное на сайте:
Автоматическая блокировка с тональными рельсовыми цепями с центральным
размещением аппаратуры
Аппаратура АБТЦ размещается на станциях, ограничивающих перегон, транспортабельных модулях или постах ЭЦ. При необходимости, если длина перегона не позволяет управлять со станции объектами АБ, аппаратура АБТЦ может быть размещена в транспортабельном модуле в середине перегона (рис. 3.1.б). При небо ...
Расчет программы по труду и заработной плате
Разработка плана по труду и заработной плате имеет целью определить необходимое количество работников всех категорий, уровень производительности труда и фонды заработной платы на планируемый период. Расчет численности работников автотранспортного предприятия Списочное количество водителей определяе ...
Охрана труда и технике безопасности
Охрана труда - это система законодательных актов и соответствующих им социально-экономических, технических, гигиенических и организационных мероприятий, обеспечивающих безопасность, сохранение здоровья и работоспособность человека в процессе труда. Охрана труда - это дисциплина, занимающаяся выявле ...
Главное меню
- Главная
- Обслуживание и ремонт электровозов
- Транспортная система России
- Понятие транспорта
- Техническое обслуживание и ремонт автомобилей
- Перевозки железнодорожным транспортом
- Работа автотранспортного предприятия
- Современный транспорт