Кабина, кузов, оперение
Основные неисправности кабин и оперения: перекос, вмятины, разрывы, коррозийные разрушения, ослабления заклепочных и болтовых соединения. Приемы ремонта следующие: удаление продуктов коррозии, сварка, правка и выравнивание поверхности, постановка дополнительных деталей, восстановление защитных покрытий.
Продукты коррозии удаляют металлическими щетками, растворителями ржавчины. Сварку применяют главным образом газовую, ручную и полуавтоматическую электродуговую, контактную. Часто используют пайку твердыми припоями.
Трещины заваривают непосредственно, а пробоины и разрывы наложением заплат. Ремонтные детали кабин и заплаты приваривают внахлестку с перекрытием краев на 20—24 мм. Сварные швы проковывают пневматическим или ручным рихтовальным молотком сразу после сварки в горячем состоянии. Длинные трещины и большие заплаты во избежание коробления участка заваривают не сплошными швами, а отдельными участками. Трещины в панелях кабины устраняют лайкой припоем ПМЦ-54, бронзовой или латунной проволокой, используя специальный аппарат НИИАТР Р-477.
Вмятины, разнообразные перекосы устраняют правкой в холодном состоянии или с предварительным подогревом поврежденного места газовой горелкой до 600—650 С.
Подогрев применяют для устранения вмятин с перегибами и складками, когда правка в холодном состоянии не удается.
Выравнивание вмятины в два приема. Сначала делают выколотку, (рис. 1.2.3) ведут на поддержке 1 или на плите ударами специального молотка 2 до выравнивания вмятины, затем оставшиеся бугорки подравнивают деревянной или резиновой киянкой 3.
Выколотку глубоких вмятин без острых краев и загибов начинают с середины и постепенно переносят удары молотка или киянки к краям. Вмятины с острыми углами выбивают, начиная с острого угла или с выправки складки. Пологую вмятину выколачивают, начиная с краев к середине. Одну выпуклость устраняют за счет растяжения металла ударами молотка по концентрическим кругам (рис. 1.2.3 в) по мере уменьшают. Чем больше будет сделано кругов (цепочек), тем успешнее будет сглаживание. При нескольких близкорасположенных выпуклых местах (рис. 1.2.3 г) вначале растягивают участок между ними и сводят их в одну выпуклость, а затем в зависимости от формы получившейся выпуклости определяют место в направлении дальнейшей растяжки.
Рихтовку делают на поддержках (рис. 1.2.3 6), подобранных по профилю восстанавливаемой панели, рихтовальными молотками 3 вручную или при помощи специальных станков и механизированных приспособлений. При рихтовке наносят частые несильные удары один возле другого, постепенно выравнивая бугорки и вогнутости, до полного устранения неровности поверхности. Качество рихтовки проверяют личным напильником, слегка зачищая место рихтовки. Если остаются углубления, рихтовку повторяют.
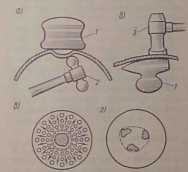
Рис. 1.2.3 Выколотка и рихтовка вмятин
Сильно растянутые участки, например на крыльях автомобилей. восстановить правкой, как правило, не удается. В этом случае часть растянутого металла вырезают, а кромки выравнивают и сваривают.
Перекосы и прогибы выправляют при помощи специальных приспособлений и струбцин с механическим или гидравлическим приводом.
Небольшие вмятины, дефекты рихтовки, сварочные швы и другие неровности выравнивают заполнителями — термопластическими массами ИФН-12, ТПФ-37. эпоксидными клеевыми составами и мягкими припоями.
Постановка дополнительной детали применяется в том случае, если поврежденный участок детали (панели) нельзя восстановить сваркой и правкой. Поврежденную часть удаляют ножовкой, ножницами или другим инструментом. Новую часть изготавливают по шаблону и ставят ее на место удаленной, закрепляя заклепками, сваркой, болтами или клеем.
Для кузовов легковых автомобилей наиболее частой неисправностью является коррозионное разрушение. Долговечность деталей кузовов обусловлена двумя взаимосвязанными факторами: наработкой (пробегом) и календарным сроком службы (рис. 1.2.4). По долговечности детали кузова можно разделить на две группы: первая (/) передние и задние крылья, нижние части арок (брызговиков, задних колес, крайние части щита передка; вторая (2) — передние и задние панели, детали пола багажника и салона. Различие в ресурсах указанных групп составляет около 3 лет и 50 тыс. км пробега.
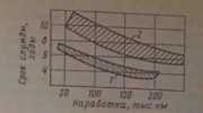
Рис. 1.2.4 Периоды разрушения кузова автомобилей ВАЗ
Разрушение деталей первой группы ухудшает внешний вид кузова, не вызывая изменения его прочностных характеристик. К моменту коррозионных разрушений деталей второй группы снижается жесткость и накапливаются усталостные разрушения в наиболее нагруженных деталях кузовов, к числу которых, например, относятся стойки боковин кузова, лонжероны.
Популярное на сайте:
Определение обстоятельств встречи и элементов движения целей
Графическая прокладка Если существует опасность столкновения и (или) чрезмерного сближения, то необходимо своевременно предпринять надлежащие действия для расхождения на безопасном расстоянии. Для принятия правильного решения важно знать элементы движения других судов. Обстоятельства встречи и элем ...
Расчёт количества тракторов
Определяем количество тракторов по формуле: Nтр=Wтр/(Фгод∙Кт.г)., ед. Где Nтр-количество тракторов или машин на их базе, ед Кт.г-коэффициент технической готовности Wтр-годовая наработка трактора, машин*час Фгод-годовой фонд работы трактора, час Фгод=(Дк-Двых-Дпразд)∙tсм∙m∙&# ...
Определение скоростей точек механизма методом планов скоростей
Зная закон движения ведущего звена и длину каждого звена механизма, можно определить скорости его точек по значению и направлению в любом положении механизма путем построения плана скоростей для этого положения. Значения скоростей отдельных точек механизма необходимы при определении производительно ...
Главное меню
- Главная
- Обслуживание и ремонт электровозов
- Транспортная система России
- Понятие транспорта
- Техническое обслуживание и ремонт автомобилей
- Перевозки железнодорожным транспортом
- Работа автотранспортного предприятия
- Современный транспорт