Основные положения по организации производства и технологии изготовления типовых узлов и секций
Широко применяют в сборочно-сварочных цехах механизмы и устройства, позволяющие фиксировать при сборке взаимное расположение элементов конструкций и значительно сокращающие (а иногда и исключающие) сборочные электроприхватки. При изготовлений корпусных конструкций в сборочно-сварочных цехах широко применяют автоматическую и полуавтоматическую сварку (в пределах 80:—85% от общего объема сварки по массе наплавленного металла), включая сварку в углекислом газе и одностороннюю автоматическую сварку полотнищ с двусторонним формированием шва. Крупногабаритные конструкции (например, литосварные штевни, кронштейны, литокованосварные баллеры рулей и др.) сваривают автоматами электрошлаковым способом.
Узлы и секции серийных судов изготовляют в сборочно-сварочных цехах с минимальными допусками, что позволяет значительно сократить пригоночные работы при сборке блоков и постройке судна на стапельных местах.
Контроль качества сварных изделий и швов выполняют с использованием специальной аппаратуры (ультразвуковых дефектоскопов или электронно-оптических приборов, проецирующих изображение проверяемых изделий или участков на экран телевизора).
В сборочно-сварочных цехах судостроительных предприятий, исходя из однородности работ и типов изготовляемых узлов и секций, организуют соответствующие участки, за которыми закрепляют постоянную номенклатуру работ и необходимый состав работающих; предусматривают также вспомогательные участки, включая ремонтное хозяйство и кладовые (инструментальную, материальную и электродную).
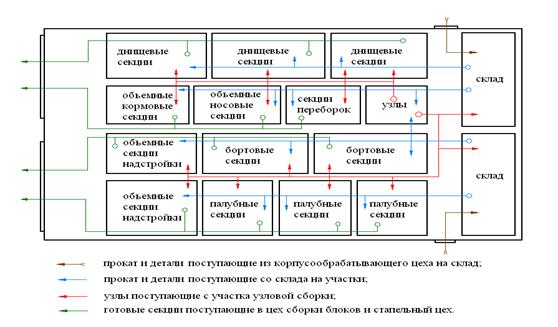
Рис.2.1. Схема технологических потоков изготовления узлов и секций в сборочно-сварочном цехе.
Популярное на сайте:
Летные характеристики самолета Як-40 для варианта нагружения
Максимальная взлетная масса твзл, кг 16100 Максимальная посадочная масса тпос, кг 15000 Максимальная масса топлива т Тмах, кг 4000 Площадь крыла S, м2 70 Размах крыла (реальный) l, м 25,0 Длина средней аэродинамической хорды bсах, м 2,97 Диаметр фюзеляжа dф, м 2,4 Предельно передняя эксплуатационна ...
Техника безопасности, производственная санитария, охрана труда, пожарная
безопасность, охрана окружающей среды
Охрана труда - это система законодательных актов, социально -экономических, организационных, технических, гигиенических и лечебно-профилактических мероприятий и средств, обеспечивающих безопасность, сохранение здоровья и работоспособность человека в процессе труда. Техника безопасности - система ор ...
Признание экономической и социальной ценности железных дорог
Практически все железные дороги обеспечивают социальные и экономические выгоды, которые редко находят монетарное выражение. Формулирование выгод с точки зрения общества в отличие от коммерческих и частных входит в задачу правительства конкретной страны. Если общество заинтересовано в услугах жизнес ...
Главное меню
- Главная
- Обслуживание и ремонт электровозов
- Транспортная система России
- Понятие транспорта
- Техническое обслуживание и ремонт автомобилей
- Перевозки железнодорожным транспортом
- Работа автотранспортного предприятия
- Современный транспорт